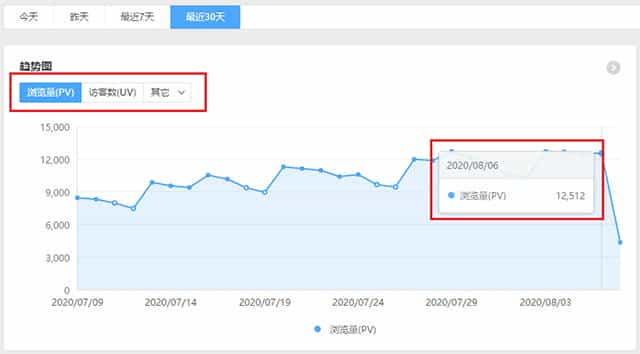
1、在使用石材晶面机前,要彻底清洁干爽或清扫地面,为石材晶面机的使用创造良好条件。2、选择足够重量、转速的石材晶面机 比如齐峰石材护理的石材晶面机。一般石材晶面机重量不足,是不适合做石材晶面处理的。机器的种类、功率和速度,对于良好的石材晶面效果是很关键的;我亲自操控机器做晶面处理时,就喜欢那种人性化设计的机器,比如齐峰石材护理的。3、在进行石材晶面处理时,须防止灰尘沙粒进入工作场地,这个意思是跟第一条一样的,创造良好的施工环境!4、石材晶面剂在使用前要摇均匀。5、石材晶面剂不可用酸性的,否则会弄巧成拙,石材会因浓酸受到腐蚀,失去原来的光泽。6、将石材晶面剂均匀喷洒在地面上,用石材晶面机配合钢丝棉将其打磨开,一直到完全干为止,重复这一步骤,直到对地面光亮满意为止。这个就要看你们的要求了。7、钢丝棉使用时,必须每隔一段时间除一次尘。基本的要点也就这些,如果你还有疑问,和很专业的一些困惑,最好还是找专业的人解决这些事。
石大夫认为我们常用的晶面机,应当归类于“单盘机”一列。单盘机的用途非常广泛,就以晶面机来说,除了做石材抛光外,还能承担研磨、洗地等诸多功能。正是由于单盘机用途的多样性,使得它衍生出了很多不同的类型。不同的类型,自然有不同的设备参数。那么具体到专业的“石材晶面机”,什么样的配置才是最合理的呢?本期我们就来简单介绍一下。一、几大要素不同类型的单盘机,其设备参数,主要就是根据不同的功能来设计的。概括的说,大致有几个要素,在决定单盘机用途中起最主要的作用。1、功率我们常用的单盘机,一般用P来表示功率。1P=725W。这个功率的大小,更形象的表示是:机器每运行约80分钟消耗1度电。我们常见的单盘机中,功率一般有1.5P、2P、2.5P、3P等。2、转速而转速用rpm来表示。rpm是英文“revolutions per minute”三个单词的首个字母组成缩写。意思是“每分钟转过的圈数”。1rpm=每分钟转1圈。单盘机中常见的转速有155rpm、175rpm、180rpm、200rpm、230rpm等。3、传动方式单盘机的传动方式,是指其电动机以什么样的“中间结构”带动下面的盘旋转。另外,晶面机上电机的结构布局也是一个非常显著的差异。常见的传动方式也有三种:①传动方式* 直传式:由电机直接带动旋转盘。* 皮带式:由电机通过皮带,将动能传递给旋转盘。* 齿轮式:由电机通过齿轮组合,将动能传递给旋转盘。②结构分布* 直心机:电机位于抛光盘正中间。* 偏心机:电机偏离抛光盘中心,置于一侧。二、专业晶面机的参数选择在介绍之前,首先得说:任何机械的各项性能,其实都是各种因素相互制约,综合平衡的结果。就像军事领域,坦克的设计中,“机动性”、“防护力”无法兼顾一样。防护力强,装甲就厚,重量就更大,机动性就下降。反过来也一样,都会受到另一种功能的制约。最好的晶面机,也往往不是各项参数都是最高的,而是根据实际情况,经过大量的测试,综合平衡的结果。1、重量选择机械重量很关键,这一点我们的工人感受应该是比较深的。太轻了出光效率差,因此抛光时有配重铁的一般都会加上。没有配重铁时,有时候工人甚至会让一个人站在机器上进行抛光。究其原因,石材抛光,主要是利用摩擦产生的热量,生成光亮层。如果机械过轻,压力不足,整个机械就像浮在石材表面一样,轻轻滑过,产生不了足够的热量,药剂就不能充分反应。导致抛光效率低下。然而,机械过重也不好。一方面,过重的机械如果加上较高的功率,使得摩擦产生的热量很高,容易烧蚀抛好的光亮面,技术难度提高。另一方面,过重的机械,功率较小,会导致转速很低,品质和效率也都会降低。因此,综合平衡之后,专业石材晶面机最佳的重量选择,65~85kg之间为最佳。2、功率选择有些人选用1.5P的单盘机做结晶,发现效果不好。为什么呢?功率这个参数,与“重量”和“转速”其实都有关系。小功率必然意味着低重量、低转速,否则根本带不动。而1.5P的单盘机,主要用来做地面清洁,在大量水、清洗液的作用下,把地面污迹清理干净即可。如果用于石材抛光,就会因为发热量低,而导致出光差、效率差。因此,根据实际效果,专业石材晶面机以2.5P左右最佳,这样会使抛磨产生的热量最适合材料的反应过程,不会太低,也不会太高。3、转速选择关于转速,在抛粉、剂时,一定范围内的高速转速确实能够提高效率。但再往上提高,也会出现问题:一方面,转速越高,离心力越强,会把材料、水浆甩得很远,在施工中,会因此和甲方、业主产生很大的矛盾,因此这是一个很大问题。另一方面,高转速也会带来更多热量,导致收光收不住,也会出问题。晶面机的最佳转速在175~200rpm之间。这样能够兼顾出光品质、施工效率、技术难度等多方面的平衡。4、传动方式选择在传动方式上,直传式、皮带式、齿轮式的区别,从字面上就能理解。综合来讲,齿轮式传动在效率、稳定性上要由于直传式、皮带式,在这里也不再做过多的介绍。我们主要来介绍一下“直心机”和“偏心机”之间的差异和对比。①稳定性对比偏心机在稳定性上要强于直心机。具体原因,我们可以用图做简单的力学分析。如下图为简化了的直心机力学图示。由于直心机电机居中,机头重量被均摊。磨盘呈顺时针旋转,抛光垫和地面产生的摩擦力,沿圆盘切线方向产生(图中的“摩擦力”)。最终汇聚成一个逆时针的合力——这个合力,就必须由工人在手柄上通过一个“向左的力量”来平衡这样,所有的摩擦力,事实上是由工人完全承担。工人容易疲劳,难以控制。同时,如果遇到较大的阻力,这种结构容易让晶面机抖动的很厉害。抛光也很难做到均匀细腻。而偏心机呢?很显然,偏置电机设计,使整个机械与地面摩擦力的分布,产生了本质的变化。总体而言,摩擦合力,不再是与手柄力量完全相反,而是有一个倾角。不再是直接对抗,机械反作用力小,工人劳动强度就大大降低。而且,在遇到较强阻力时,电机旁边的低摩擦区域相当于提供了一种“缓冲区”,平稳性大大提高。而电机为什么一般都偏向左边呢?这是因为大部分晶面机都是顺时针旋转,放在左侧的话,两个力作用的角度,更利于操作。②出光效果对比在实际测试中,偏心机抛出的光泽度,比直心机普遍高5~10度。这是由于:* 偏心机利于药剂分布偏心机局部阻力大,利于将药剂扩散均匀。直心机压力均匀,反而不利于药剂扩散。怎么来形容呢?——跟摊煎饼意思差不多,师傅用一个刮板,才能把面均匀摊开。要是用一个大的板子压上去,反而摊不均匀。* 偏心机利于出光直心机把重量均匀分布,平均压力变小,热量有时会不足,出光速度慢。而药剂的分布不均匀,也会造成光泽度不均匀。而偏心机:一方面,药剂分布均匀。另一方面,电机所在的位置,摩擦力更强,产生热量多,利于出光。③效率对比正是由于上述特点,偏心机的劳动强度比直心机更低,出光效果更佳。在实际使用中,对工人效率也有直观的影响,以抛剂类材料为例:* 直心机工效:如果抛1遍,熟练工平均是300平/人/天;抛两遍则只有140~150平/人/天。新手更低。* 偏心机工效:如果抛1遍,熟练工可达400~500平/人/天;抛两遍也有250~260平/人/天。通过上述总结,我们不难发现,总体而言,偏心机在各项性能上,都超过了直心机。而直心机唯一的优势,只在于制造容易,价格更实惠。三、总结成果现在,关于如何选择专业石材晶面机,我们可以得出如下结论:1、最佳功率:2.5P左右。2、最佳转速:175~200rpm。3、最佳重量:65~85kg左右。4、传动方式:齿轮式传动较为优秀。5、结构设计:偏心机胜出。参照以上数据,就能选择最好的、用于石材抛光的单盘机,也即晶面机。
石材地面的打蜡是已经做好晶面的地面使用蜡水增加地面的光泽,一般使用高速抛光机来进行,而石材晶面处理则需要使用专用的石材晶硬粉配套使用石材晶面机进行。本质区别在于使用的设备不一样,使用药剂不一样。
石材晶面护理机
石材高速抛光打蜡机
石材晶面处理就是利用晶面处理药剂,在专用晶面处理机的重压及其与石材磨擦产生的高温双重作用下,通过物化反应,在石材表面进行结晶排列,形成一层清澈、致密、坚硬的保护层,起到增加石材保养硬度和光泽度的作用。
1、先确保石材地面清洁干爽。选用0号到2号钢丝棉或者视石面硬度而定选择,石面硬度较大的可选2或3号,硬度较小的选用0号或1号,钢丝做出的晶面效果会比较好。
2、把 钢丝盘绕到晶面机的针盘上,如果针盘上的针比较长的,可在两者之间加放一片百洁垫,以保护针盘。最好选用专用的石材晶面处理机或加重型的地刷机。
3、在1-2平方米的地面上喷洒少量K2石材晶面剂,把晶面机移至石面打磨均匀后,再左右来回细细地打磨,直至光亮、干透。喷洒少量K3光亮剂,同样打磨至光亮。
4、重复第4点再做一次K2大理石抛光液,即可收到理想的晶面效果,然后再做一次,但前后最好有10-15分钟 的间隔时间,利于晶面的固化。
扩展资料:
常见大理石的保养:
一、注意清理方式
大理石是多孔性材料,因此容易染污,需要业主不时地对大理石表面进行清洁。我们要想大理石使用寿命更长久,清洁的时候就要注意清洁方式。要用干净的软布擦拭,度不能用过硬的材质接触大理石表面,会损坏大理石表面的质感和光泽度。
二、定期专业知养护
墙面大理石保养为了光泽感持久弥新,需要定期的使用微湿带有温和洗涤剂的布擦拭,或者是用液态擦洗剂仔细擦拭。对于有磨损的地方,还可以使道用钢丝绒或者电动磨光机磨光。
三、注意对污回痕的处理
墙面大理石表面,若是有污痕,可以用柠檬答汁或醋进行清洁。但要特别注意的,是柠檬停留在大理石表面时间,建议不要超过2分钟,否则柠檬将被大理石吸收,造成新的石材污染。
大理石可以说是装修行业的“老朋友”了,这几年用大理石装修地板和墙面的住户越来越多了,其原因肯定就是它结实耐用、造型美观,而且价格不太贵,这样物美价廉的装修材料当然受欢迎了。大理石结晶是养护大理石的重要方法,但是当结晶面渐渐消失的时候,大理石色泽就会变暗,就不那么漂亮了,这个时候就需要给大理石结晶抛光,那么要怎么结晶和抛光呢?
大理石结晶打磨流程
1)用纯净水将结晶粉调成糊状,均匀涂抹在研磨垫上。
2)用结晶机配合结晶粉或结晶药剂开始研磨。
3)当理石表面结成高光晶面后,用吸水机吸掉地面残留糊状物。
4)用抛光垫抛光,使地面完全干燥、光亮如镜。
大理石抛光前准备工作
我们抛光前要准备水磨石机、大理石抛光机、钻石碟片、抛光粉、石材晶面机等
大理石抛光流程:
第一步粗磨、在粗磨的时候,我们要求磨片的吃刀量深、磨削的效率要高,磨削的纹路比较粗,磨出的表面比较粗糙,这个主要的作用是清楚大理石在前道工序中留下的锯片痕迹并且将石材的平整,造型面磨削到位。
第二步细磨,细磨后的大理石表面的花纹、颗粒、颜色等已经清楚的显示出来了,而且表面比较细腻、光滑,而且细磨后的大理石开始有了微弱的光泽度。
第三步精磨、精磨的大理石便面没有肉眼可见的痕迹,而且表面会越来越光滑,光着度最高可以达到55度以上。
第四步抛光、我们在做了前面几个步骤后,我们用大理石专用的抛光机,从50-3000号的石材水磨片由粗到细对大理石进行研磨,这样可以使地面的光亮平整如新,经过抛光研磨后的大理石表面很明亮,大理石的光着度可以达到85度以上。
大理石抛光注意事项
我们大理石抛光的时候要根据大理石类型的不同,采用不同的打磨抛光流程,而且平面板的打磨抛光流程与弧面板的打磨抛光流程不同,所说我们打磨抛光的时候要注意分别以下。
以上就是小编为大家归纳总结的关于大理石结晶和抛光方法和流程,不知道大家听了小编的讲解有没有对这方面内容多一些了解。朋友们如果有大理石和结晶抛光需要的话,不妨参照小编给大家介绍的流程来进行。给大理石结晶抛光其实就是为了让地板的美感增强,地板美感增强了,不仅能让整个房屋设计变得更加美观大方、光鲜靓丽,还能给房子的主人营造暖心的氛围哦。
爱福石材养护:石材晶面处理的作用过程是:石材晶面处理机在一定转速,一定配重下,通过晶面处理机上的百洁布摩擦专业石材防护剂在石材表面产生一定热度,然后达到一定温度,使石材防护剂在石材表面结晶,而形成一层保护层。石材晶面处理就是利用晶面处理防护剂,在专用晶面处理机的重压及其与石材磨擦产生的高温双重作用下,通过物化反应,在石材表面进行结晶排列,形成一层清澈、致密、坚硬的保护层,起到增加石材保养硬度和光泽度的作用。其具体作用过程是:石材晶面处理机在一定转速,一定配重下,通过晶面处理机上的百洁布摩擦专业石材防护剂在石材表面产生一定热度,然后达到一定温度,使石材防护剂在石材表面结晶,而形成一层保护层。 因为石材晶面处理的核心要素是通过一定的温度,一定的石材防护剂,让石材表面形成一层致密的晶硬处理层,所以做石材晶面处理的机器必须有以下三个关键的要素。一:温度,石材结晶的合适温度大概是在60度左右。二:做石材晶面处理的时候,机器要达到一定的转速,才能摩擦生热到六十度,这个合适的转速大概是在220转左右。三:合适的配重,目前市场上所销售的大部分的晶面处理机,转速大部分只能达到一百七十转左右,所以只能通过增加配重而加强摩擦力,而达到适合的温度。配重太重,不利于机器操作,配重太轻,不能达到理想的结晶效果。
广州——MS美石石材晶面机是石材晶面护理机械,又称结晶机、主要用于石材打磨翻新抛光后的晶面护理功能之用。 同时它又可以用来大理石的一些浅度打磨和抛光,因转速较慢(150转/分、175转/分/国外60赫兹时,机器重量轻(可以加加重块至70公斤左右)。